In consumer electronics, professional audio and home appliances, product appearance is often the first thing users notice. It is also one of the most effective ways for a brand to signal quality and stand out in crowded product categories.
Conventional printing methods such as screen printing cannot always deliver the metallic depth, dimensional feel, and detail definition expected in premium products. Hot stamping, by contrast, creates a true metallic finish with stronger visual impact, clearer edge definition, and a more premium surface effect.
Drawing on over 20 years of hands-on experience in hot stamping for acrylic and polycarbonate (PC), Spar Panel outlines the core principles, finish options, and key implementation considerations of the process to help product teams make more informed decisions during development.
Hot stamping transfers a metallic foil layer from a carrier film onto the surface of a graphic overlay, creating a stable decorative layer with a metallic appearance. Depending on the energy source and bonding method, the two mainstream routes are hot stamping (heat transfer) and cold stamping (UV-cured transfer).
In hot stamping, foil transfer is achieved through a controlled combination of heat and pressure.
In practice, the engraved metal stamping die is heated to a working temperature of 100–150°C and pressed onto the substrate under controlled pressure. The heat activates the hot-melt adhesive layer on the foil, allowing the foil layer in the target area to bond to the substrate. After pressure is released and the part cools, the adhesive sets and the metallic foil remains firmly attached to the surface.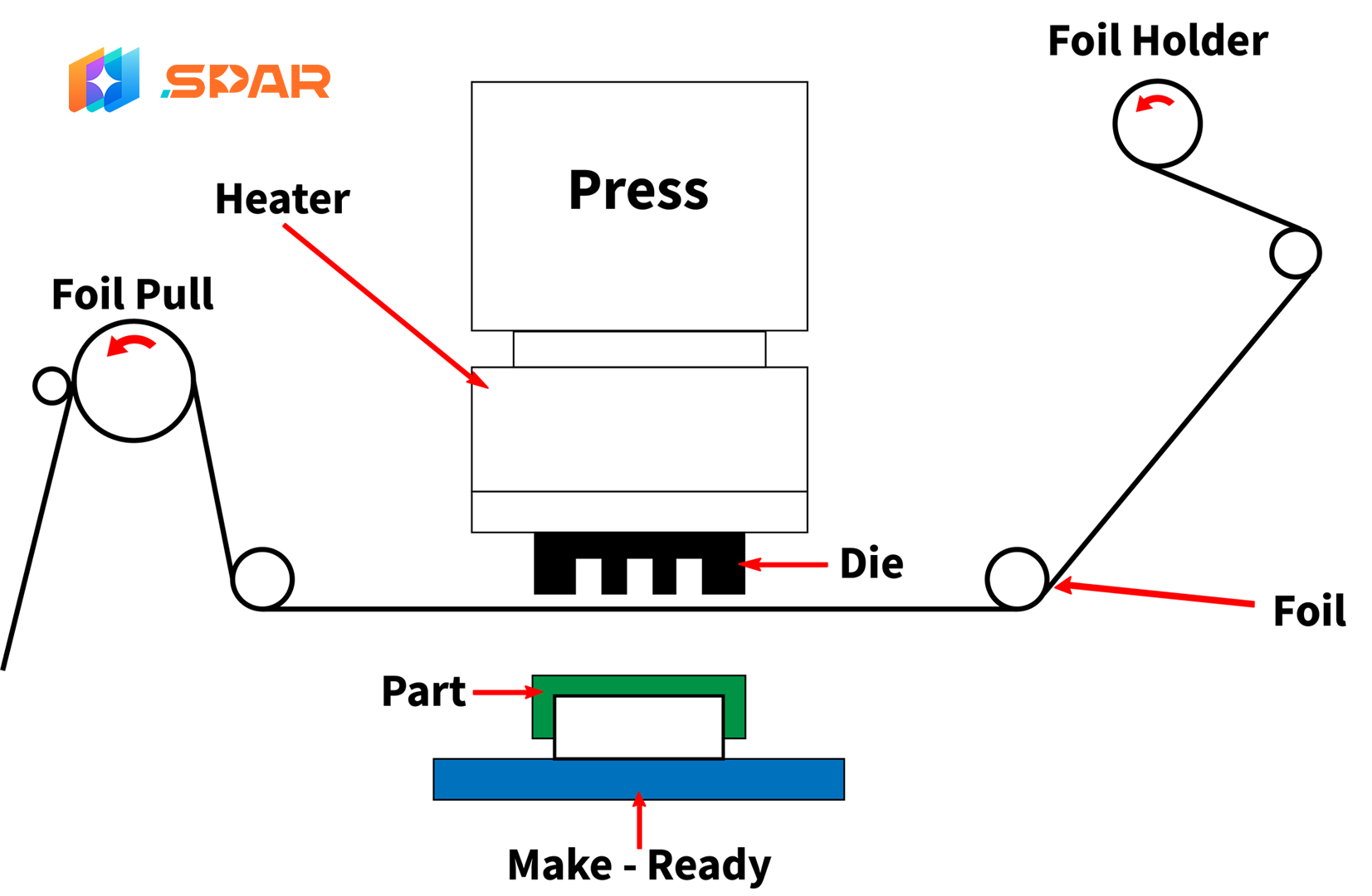
Cold stamping does not rely on heat. Instead, it uses UV-curable adhesive to transfer the foil.
In this process, UV adhesive is first applied to the target area, the foil is brought into contact with the adhesive, and UV light is used to cure the adhesive almost instantly. After peeling, the foil layer remains on the substrate in the required pattern. This route places high demands on adhesive performance, curing equipment, and coating accuracy.
After understanding the basic principles of hot stamping and cold stamping, the next question is how to choose between them in real production. They are not interchangeable in every scenario. Each process has its own strengths, limitations, and preferred application range, as shown below.
|
Comparison Item |
Hot Stamping (Heat Transfer) |
Cold Stamping (UV-Cured Transfer) |
|
Core Principle |
Heat-activated adhesive plus pressure transfers the foil layer to the substrate |
UV-cured adhesive transfers the foil layer without a heating step |
|
Key Advantages |
Stronger metallic appearance, better adhesion, stronger dimensional feel, good weather resistance and abrasion resistance, and stable overprint accuracy |
No thermal deformation risk, faster line speed, suitable for large or complex dot-based layouts, and compatible with high-speed printing lines |
|
Key Limitations |
Less suitable for substrates with very poor heat resistance; tooling lead time is usually slightly longer |
Weaker metallic gloss than hot stamping; adhesion and weather resistance are typically lower; equipment and material costs are higher |
|
Suitable Substrates |
Acrylic, polycarbonate (PC), polyester film (PET), and other heat-resistant substrates or composites |
Paper, ultra-thin PET films, flexible packaging materials, and other heat-sensitive substrates |
|
Suitability for Premium Rigid Panels |
★★★★★ |
★★☆☆☆ |
|
Typical Applications |
Premium panels, brand logos, functional markings, and decorative graphics that require strong texture, durability, and accuracy |
High-speed, high-volume printing on heat-sensitive substrates such as packaging, labels, and flexible decorative films |
|
Overprint Accuracy Limit |
±0.3 mm |
±0.2 mm |
|
Minimum Stable Line Width |
0.15 mm |
0.3 mm |
For common rigid-panel substrates such as acrylic and PC, hot stamping remains the industry-preferred solution. Cold stamping is mainly used for non-heat-resistant materials and high-speed printing applications such as paper and ultra-thin flexible films, and is rarely chosen for rigid panel projects.
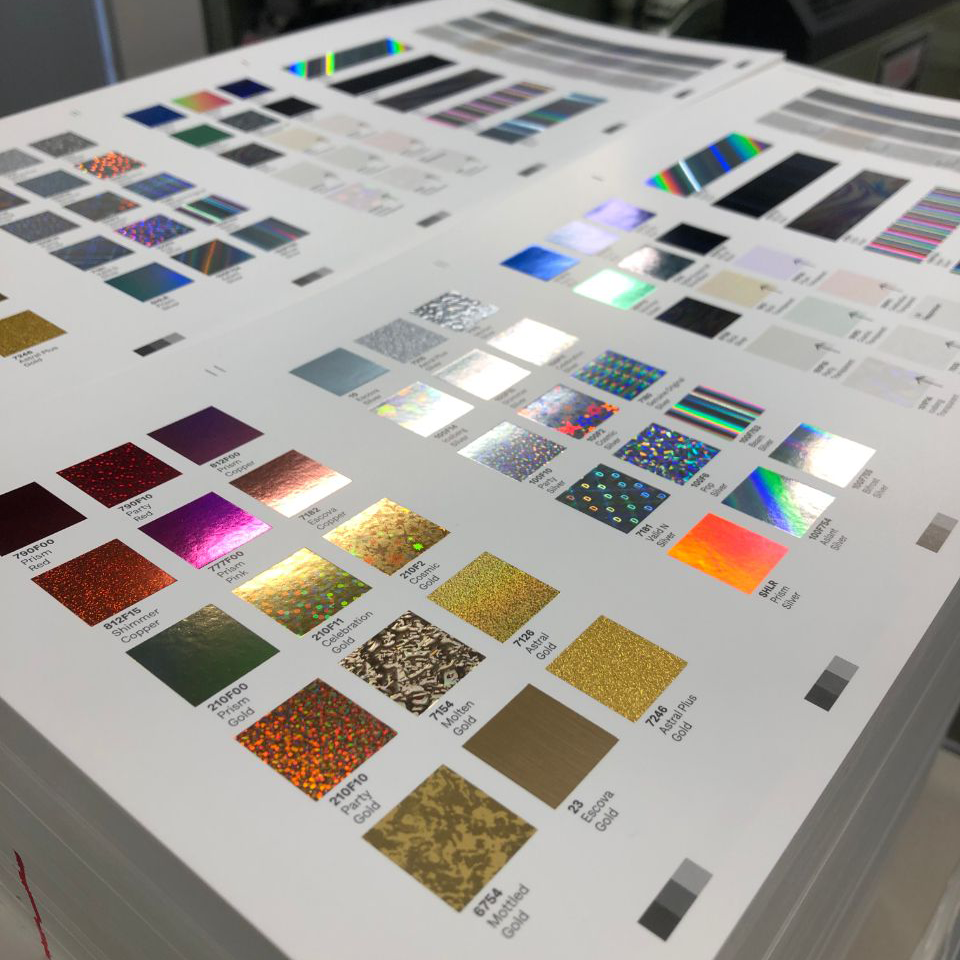
Hot stamping is more than simply adding metallic color. Through foil selection and surface finish, it helps define the visual character of a product and strengthens brand perception.
Hot stamping foils are available in a wide range of colors, and different tones communicate very different product styles:
In addition to color, foil finish and process settings can also change the visual depth and surface character of the product:
For graphic overlays, the real challenge is not only achieving a metallic effect, but doing so with stable accuracy and production consistency. This is where Spar Panel’s combination of equipment capability and long-term process experience becomes important.
We invest in production equipment at a level that allows us to control stamping accuracy from the source:
Spar Panel’s hot stamping equipment can maintain mass-production accuracy of ±0.5 mm, better than the conventional industry level of ±0.8 mm. This allows the foil layer to align accurately with the printed or molded graphics on the substrate across a wide range of product sizes.
Our equipment also supports line stamping down to 0.15 mm. Whether the design includes complex text, fine decorative patterns, or large metallic areas, the process can deliver clean edges and stable line definition.
Hot stamping is highly sensitive to environmental cleanliness. Even very small particles can lead to bubbles, pinholes, or missed areas. For this reason, we operate in a standardized dust-free workshop with strict contamination control. Operators wear cleanroom garments, and the workshop maintains controlled temperature, humidity, and positive-pressure air circulation to reduce environmental interference and support defect-free mass production.
Through long-term cooperation with premium brands, we have built up a large process database and practical know-how for hot stamping on acrylic, PC, PET, and related substrates. This experience helps us address the main issues that affect appearance quality and registration stability in production.
For relevant process details, you can check our process service column.
Marshall UK is known for its strict standards in brand presentation, surface finish, process accuracy, and long-term product reliability. As one of Marshall’s qualified manufacturing partners in China, Spar Panel has supplied large-format polycarbonate (PC) sticker labels with exclusive hot stamping effects for its audio and power amplifier products since 2014.
This case focuses on a recent custom sticker project for Marshall. The key process combined brushed matte gold hot stamping on a large PC panel with surface screen printing. The part is used in the top and front-facing areas of the audio equipment, where it must serve both as a functional panel element and as a premium brand surface.
For this large-format hot stamping project, Marshall set four strict requirements covering appearance quality, composite process compatibility, and long-term environmental reliability. The main challenges were as follows:
Based on the process characteristics of hot stamping and the demanding requirements of Marshall’s product line, we developed a closed-loop production solution covering hot stamping setup, composite process compatibility, appearance control, and reliability verification.
Customized Hot Stamping Setup for Large-Area Brushed Matte Gold Uniformity
For the large brushed matte gold area on a PC panel over 50 cm long, we developed a dedicated flat hot stamping die, optimized the pressure equalization system of the equipment, and matched temperature, pressure, and speed as a controlled parameter set. This helped maintain uniform heating and pressure across the full panel area. We also selected a premium brushed matte gold foil specifically suited to PC substrates, which helped keep the brushed texture and color appearance consistent across the part.
Hot Stamping + Screen Printing Compatibility Control for Registration and Adhesion
To support screen printing after hot stamping, we optimized both process sequence and parameter control. After stamping, the foil surface received a dedicated activation treatment, and we selected an industrial screen-printing ink with good compatibility with the stamped layer. This ensuring strong adhesion of the screen-printed layer and reducing the risk of ink peeling, offset, or registration deviation. We also used a unified registration reference for both hot stamping and screen printing, ensuring that text, logo graphics, and the stamped area stay accurately aligned.
Full-Process Cosmetic Inspection to Eliminate Visible Defects
To meet the requirement for zero visible defects, we introduced a closed-loop appearance control process. Before hot stamping, every PC substrate was checked for flatness and surface cleanliness. During production, first-piece approval was completed before full production started. After processing, each part underwent full-view inspection under strong lighting to confirm that the stamped area was free of scratches, missed foil, and other visible defects.
Adhesive Selection and Reliability Verification for High-Temperature Use
To ensure stable adhesion at elevated temperature, we selected an industrial 3M adhesive suitable for PC substrates and resistant to high and low temperatures. We also optimized the lamination process to maintain full, even coverage without bubbles or warping. Long-term adhesion was then verified under simulated 50–60°C use conditions to reduce the risk of adhesive lift during actual service.
Process Achievements:
After multiple rounds of proofing and process optimization, the project achieved the customer’s key requirements for large-area brushed matte gold consistency, hot stamping and screen printing compatibility, zero-defect appearance, and high-temperature reliability. The finished parts matched the quality level expected for Marshall’s flagship products.
Brand and Customer Recognition:
With more than 10 years of stable delivery performance and mature process capability, Spar Panel received the Excellent Supplier Trophy awarded by Marshall UK headquarters in 2024 and delivered in China. The brushed gold finish developed for these projects has become one of the distinctive visual features used across multiple Marshall flagship products.
Hot stamping should be selected based on brand tone, design style, and product use environment. The goal is to align visual effect, texture, and function while identifying possible production risks early enough to avoid implementation issues.
Based on 23 years of production experience, we typically recommend the following directions for different design styles:
To help ensure that the design can be transferred into stable production, we recommend the following file and design rules:
Q1: How should hot stamping color be defined in the design file?
A: We recommend specifying both the Pantone reference and the foil code. The Pantone reference helps define the target color family, while the foil code confirms the exact foil effect to be used in production.
Q2: Can hot stamping create a gradient effect?
A: Traditional hot stamping uses a single metallic foil and cannot directly produce a smooth true gradient effect in the same way as printing.
Q3: Is there a limit on minimum line width or text size?
A: To maintain clear edges and avoid broken lines, we recommend a minimum line width and text height of 0.15 mm, with 0.2 mm or above preferred where possible.
Q4: How long does proofing take?
A: Once the final drawings and process requirements are confirmed, proofing is usually completed within 3–5 working days. For urgent projects, please contact us and we will coordinate production resources as needed.
Q5: Will the hot stamped layer peel off in normal indoor use?
A: The process is verified through internal reliability testing. We can also carry out high- and low-temperature testing based on your project requirements to confirm product stability in use.
Q6: What other panel processes can be combined with hot stamping?
If you have custom production requirements for graphic overlays, stickers, labels, CNC parts, or related acrylic and polycarbonate components, please contact us and submit your drawings. We will provide a one-to-one process review and detailed quotation.







