
Acrylic polishing is one of the most important finishing steps for custom PMMA parts that require clear edges, high gloss, and a clean visual appearance. Whether the product is used in audio equipment, display components, instrument covers, or premium branded fixtures, the final polishing result has a direct impact on visual quality, touch feel, and perceived product value.
At Spar Panel, we have more than 20 years of experience in custom acrylic component manufacturing. In this article, we explain how acrylic polishing works, how mechanical polishing differs from flame polishing, what types of products usually benefit from polishing, and what design details engineers and buyers should review before moving into sampling or production. The goal is not just a smoother surface, but a finish that is production-ready, visually consistent, and aligned with real project requirements.
Acrylic polishing is a finishing process used to remove micro-scratches, white edges, machining marks, and surface irregularities created during cutting, engraving, milling, sanding, or other fabrication steps. The purpose is to improve surface clarity and gloss so that the final part can meet higher cosmetic and optical requirements.
PMMA sheets naturally offer high light transmission, typically 91% or higher. However, CNC cutting and milling can leave fine directional grooves on the surface or edge. When light strikes these rough areas, it scatters in multiple directions, which creates a foggy or frosted appearance. Polishing works by removing material in controlled stages, reducing surface roughness to a much lower level and allowing light to reflect more cleanly. This is why a polished acrylic edge looks clearer, brighter, and more refined than a machined one.
|
Comparison Item |
Mechanical Polishing |
Flame Polishing |
|
Working principle |
Uses flexible polishing tools such as cloth wheels or felt wheels with abrasive compounds to remove scratches step by step through controlled micro-cutting. |
Uses a high-temperature flame to briefly heat the acrylic surface to a molten state so it reflows and solidifies into a smoother edge. |
|
Advantages |
High process control; minimal impact on overall geometry; suitable for complex shapes, internal corners, and curved surfaces; capable of mirror-level gloss with stable cosmetic consistency. |
Very fast processing; efficient for simple straight edges; relatively low equipment and processing cost. |
|
Disadvantages / risks |
Longer processing time; higher labor requirement; heat must be controlled carefully to avoid deformation. |
Harder to control; higher risk of waviness, whitening from overburn, rounded corners, dimensional change, internal bubbles, and open-flame safety concerns. |
|
Typical applications |
High-precision and high-appearance parts such as premium turntable platters, instrument windows, luxury display parts, and other value-added custom components. |
Fast finishing of simple cut edges on thick sheets when dimensional and cosmetic requirements are relatively low, such as advertising letters or simple sign edges. |
Because Spar Panel focuses on higher-end custom acrylic components, we generally recommend mechanical polishing when customers need better finish consistency, tighter cosmetic control, and lower risk of dimensional change.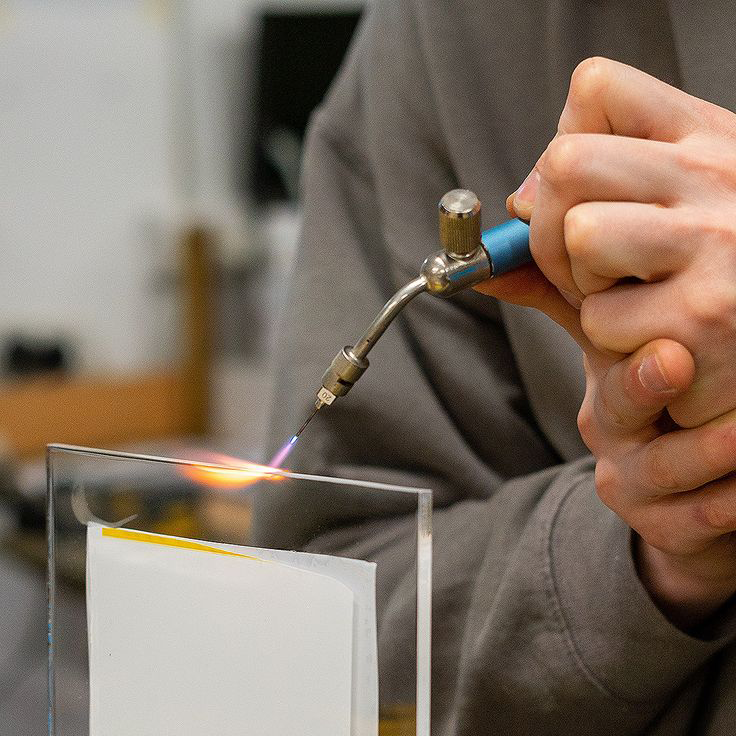
Examples include turntable platters and bases, optical-grade lens assemblies, transparent covers, and other parts where edge quality directly affects the final visual effect. Precision polishing helps reduce stress fogging and micro-cracks along the cut edge so the cross-section can approach the clarity of the base material itself.
Examples include high-end photo frame edges, instrument panel side edges, and handheld device housings. Polishing improves tactile quality by removing burrs and rough machining marks, while also creating a denser and cleaner surface that is easier to maintain in daily use.
Examples include brand display props, trophies, commemorative plaques, and luxury display fixtures. A well-polished edge can create stronger light refraction and a cleaner transparent look, which helps the product feel more refined than ordinary molded or roughly cut parts.
Standard parts with extremely tight dimensional requirements, or parts that are highly cost-sensitive, do not always need polishing. In such cases, whether polishing is appropriate should be evaluated together with tolerance, cosmetic target, and budget.
Spar Panel is a China-based custom manufacturer with more than 20 years of experience in acrylic processing. For many projects, we use a combined approach of automated mechanical polishing and manual finishing. This helps us maintain batch consistency in production while still controlling edge details and final appearance on higher-spec parts.
After CNC finishing, parts are cleaned with dedicated equipment to remove oil, dust, and cutting residue. For appearance-critical or precision parts, we also use custom soft fixtures with protective silicone pads at contact points to reduce the risk of indentation, edge chipping, or clamping damage.
High-quality sandpaper is used in a step-by-step sequence to remove tool marks and larger scratches left by CNC machining. This creates a flatter and more even base surface for the final polishing stage.
This is the key step for achieving the final optical appearance. We use imported graded diamond polishing compound from W3.5 to W0.5 together with high-density pure cotton buffing wheels. Through a controlled cycle of application, polishing, cleaning, and inspection, we gradually remove surface micro-marks while controlling process temperature to avoid thermal deformation. The goal is to eliminate orange peel, waviness, and visible micro-defects as far as possible and achieve a clear, high-gloss finish.

After polishing, the parts are cleaned carefully with isopropyl alcohol and lint-free microfiber cloths to remove polishing residue and dust. Senior inspectors then carry out multi-angle visual checks against a black background under 30–40W standard light sources to confirm that the surface is free from visible scratches, foggy areas, and polishing marks and meets the required optical-grade appearance standard.
A well-known Japanese high-end audio brand needed a custom acrylic rectangular base and a circular platter for a 60th anniversary limited-edition vinyl turntable. The project required demanding control over appearance, dimensional precision, structural stability, and acoustic fit. As an approved Tier 2 supplier, Spar Panel custom-produced the one-piece acrylic base and turntable platter for this limited-edition project.
The parts had to combine thick-sheet acrylic machining, mirror-finish polishing, and precision CNC processing in a non-standard sequence specified by the customer: the sheet edges had to complete the polishing process before complex CNC machining of the later hole features. Among five Chinese manufacturers involved in sampling, Spar Panel was the only Tier 2 supplier to pass the Japanese end customer’s full inspection standard. This project also strengthened our process capability in high-end PMMA components for premium audio applications.
The first challenge was full-surface mirror polishing on thick acrylic parts without introducing scratches, waviness, or cosmetic inconsistency. The second challenge came from the customer’s non-standard process sequence, because already polished edges had to remain protected during the later CNC machining stage. A third challenge was controlling residual internal stress in large one-piece PMMA parts so that cracking or deformation would not appear after machining or during later use.
At the same time, the Japanese customer required strict inspection standards for appearance, dimensional tolerance, and batch-to-batch consistency. The program also had to remain stable enough for a limited-edition launch schedule, which meant process repeatability and delivery control were just as important as the sample finish itself.
To build the required mirror finish, we used a composite route that combined CNC grinding, staged sanding, and buffing-wheel polishing. For the unusual “polish first, machine later” requirement, we developed dedicated protective fixtures to wrap the polished edges and used non-contact datum positioning where possible to reduce vibration and secondary damage during machining. In the end, the height difference tolerance across the large polished surface was controlled within ±0.3 mm.
We also built a closed-loop quality control process covering incoming sheet inspection, full first-piece inspection, standardized hourly in-process checks, and full finished-product inspection. For cosmetic control, we used strong-light full-view inspection followed by magnified re-checking on critical areas. To support stable production, the project used dedicated fixtures, a fixed senior production team, and consistent material batches and process parameters.
Among the five Chinese manufacturers involved in sampling, Spar Panel was the only manufacturer to pass the Japanese end customer’s full inspection standard. The project achieved the required forming accuracy, structural stability, polished appearance, and acoustic fit for the limited-edition turntable program.
Spar Panel later delivered 3,000 sets within one year and supported the customer’s launch schedule with stable batch consistency. The project was highly recognized by both the Japanese brand owner and the Tier 1 supplier, and Spar Panel became the exclusive Tier 2 supplier for the acrylic components used in this 60th anniversary limited-edition turntable. This project further improved our repeatable process know-how in thick-sheet PMMA polishing, cosmetic protection during secondary machining, and production control for premium acrylic components.
Avoid sharp internal corners. All internal corners should include a radius transition. As a general guideline, the minimum radius for conventional polishing is R≥0.8 mm, while high-precision polishing can be designed down to R≥0.5 mm. This helps reduce polishing blind spots and lowers the risk of edge chipping or cracking.
Reserve enough polishing allowance on key cosmetic surfaces. A typical single-side allowance is 0.1 to 0.3 mm, depending on the process and tolerance target. Too little allowance may leave machining marks, while too much can affect final dimensions.
Consider split construction for complex parts. For parts with deep cavities, closed internal spaces, or multiple irregular features, separate components may be easier to polish completely and then assemble later. This can reduce dead zones, improve yield, and lower processing cost.
Control structural boundary conditions early. As a reference, deep grooves should have a width of at least 3 mm and a depth-to-width ratio of no more than 2:1. Wall-thickness variation within the same part should be kept within 30% where possible to reduce polishing-related deformation. Fillets or relief grooves should also be added at step transitions to help prevent edge collapse and corner wear during finishing.
Define polishing areas clearly on the drawing. Mark fully polished, partially polished, and non-polished areas so there is no ambiguity during review or production.
State finish targets early. The drawing should indicate the required polishing grade and any relevant surface roughness expectation when applicable.
Provide complete engineering files. 2D drawings in PDF, DWG, DXF, or similar formats with full dimensions and tolerances allow the polishing accessibility and process feasibility to be reviewed in advance.
Highlight critical tolerances and inspection expectations. For conventional polishing, a typical tolerance reference is ±0.2 to ±0.5 mm unless the project requires tighter control. If there are specific cleanliness, acceptance, or inspection requirements, they should also be stated during the early review stage.
Q1. Does acrylic polishing reduce the part dimensions? How can accuracy be controlled?
Yes. Polishing removes a small amount of material from the surface, so dimensions and edge profiles will change slightly. A common approach is to CNC machine the part close to final size first and leave only a controlled polishing allowance for the finishing stage.
Q2. How scratch-resistant is a polished acrylic surface, and how should it be maintained?
Polishing improves surface finish, but it does not significantly change the hardness of PMMA, which remains lower than tempered glass. The polished surface should still be protected from contact with hard objects. For routine cleaning, use clean water or a neutral detergent with a soft cloth.
Q3. What is the typical lead time from receiving CNC-finished parts to final polishing?
If you need custom acrylic parts, PC graphic overlays, PET sticker labels, or related products, feel free to contact us and send your drawings. We can review process feasibility, recommend a suitable finishing route, and provide a detailed quotation based on your project requirements.







