
In consumer electronics, smart home appliances, and automotive interiors, the appearance and tactile quality of acrylic (PMMA) and polycarbonate (PC) panels often play a direct role in how a product is perceived. As design expectations continue to rise, flat surface decoration methods such as standard screen printing, spray coating, and conventional hot stamping are often no longer enough to deliver finishes such as CD patterns, brushed textures, skin-feel effects, or iridescent gloss.
UV transfer printing has become a practical solution for these requirements because it can replicate microstructures with high precision, create a wide range of customized textures, and support efficient, environmentally conscious mass production in a single process flow. In this article, Spar Panel explains how UV transfer printing works, where it fits best, and how it is applied in custom plastic graphic overlay projects.
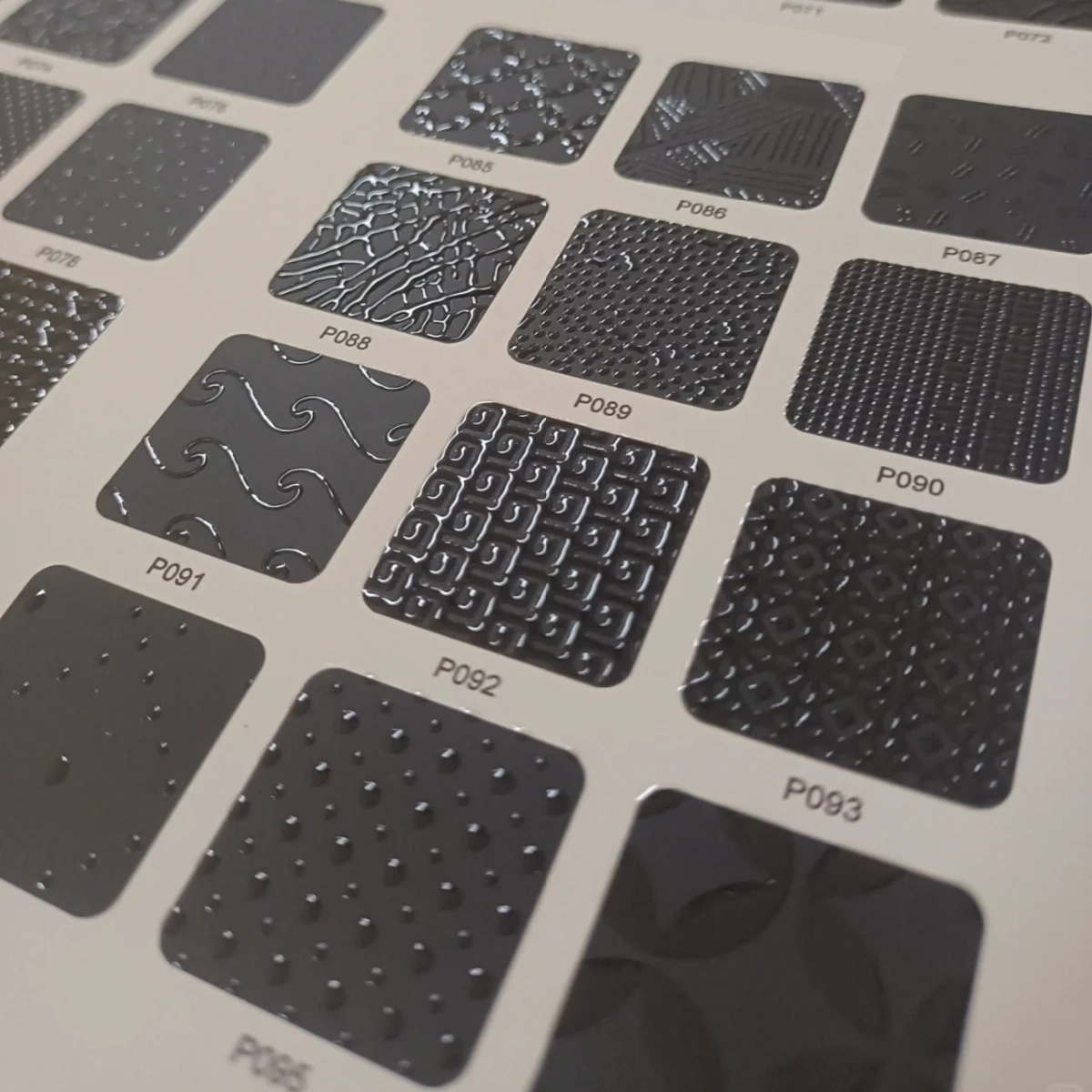
UV transfer printing is a surface decoration process that replicates microstructures from a master mold onto a substrate to create fine three-dimensional textures, metal-like gloss, and other decorative finishes. The process combines high-precision texture replication with UV curing technology to transfer the desired surface effect onto plastic panels with stable repeatability.
After transfer, the textured surface typically contains fine lines 10–20 μm wide with spacing of 10–30 μm. When light strikes these microstructures, the transparent cured UV layer can produce specular reflection, diffuse reflection, diffraction, and refraction, which is why the process can create such a wide range of gloss and texture effects.
Compared with screen printing, UV inkjet printing, and standard hot stamping, UV transfer printing offers a more practical route for overlay designs that require texture depth, optical effect, and long-term durability.
|
Comparison Dimension |
UV Transfer Printing |
Traditional Processes (Screen Printing, Spray Coating) |
|
Visual Effect |
Supports CD patterns, brushed textures, weave textures, and iridescent gloss with visible texture depth. |
Usually limited to flat colors and simple graphics, with little texture variation. |
|
Wear and Durability |
The cured UV layer typically reaches hardness above 4H, and the texture is a physical structure that resists scratching, wear, and fading. |
Softer decorative layers are more likely to scratch, wear, or lose surface quality over time. |
|
Eco-friendliness and Efficiency |
Low solvent evaporation and instant curing support efficient mass production. |
May involve solvent evaporation, longer drying times, or higher energy use. |
|
Design Freedom |
Can replicate a wide range of micro-geometric structures and create diffractive or dynamic visual effects. |
Limited by stencil and coating constraints, making complex micro-texture effects difficult. |
|
Integration Capability |
Can be combined with IMD and injection molding for textured three-dimensional housings. |
Usually applied as a post-molding surface treatment and is less suitable for complex shapes. |
The process is compatible with mainstream plastic and transparent sheet materials, especially acrylic (PMMA), polycarbonate (PC), and PET. It adheres well to flat and slightly curved surfaces, allowing the substrate to retain its original physical properties while gaining a more advanced surface finish.
|
Application Industry |
Typical Components |
Typical UV Transfer Printing Effects |
|
Consumer Electronics |
Phone back panels and bezels, laptop logos |
Brushed textures, CD patterns, carbon fiber weave, and iridescent gloss to upgrade perceived product value. |
|
Home Appliance Panels |
Control panels and decorative trim panels |
Full-coverage textures without splicing marks, with reliable durability and a lightweight alternative to metal-like finishes. |
|
Automotive Interiors |
Dashboard trim, center console knob panels, pedal trim strips |
Decorative textures that improve visual depth while maintaining durability in touch areas. |
|
Signage and Nameplates |
Brand logos, panel markings, trademark nameplates |
Clear, durable decorative effects for long-term identification and branding. |
UV transfer printing can also be combined with IMD (In-Mold Decoration) to produce durable plastic parts with complex three-dimensional textures. In practice, two process routes are commonly used:
|
Technical Branch |
Full Name |
Core Features |
Key Advantages |
Suitable Scenarios |
|
IMR |
In-Mold Roller |
After injection molding, the PET carrier film is peeled away and only the transferred texture/ink layer remains on the part surface. |
Very realistic tactile feedback and strong three-dimensional visual effect. |
Consumer electronics housings, home appliance decorative strips, and premium gift products. |
|
IMF |
In-Mold Film |
The outer transparent protective film remains after molding, encapsulating the transferred texture/ink layer inside the part. |
Maximum resistance to wear, scratching, and chemicals, with very long service life. |
Home appliance control panels, automotive interior functional parts, and high-frequency touch surfaces. |
As a professional OEM custom manufacturer, Spar Panel has more than 20 years of experience in UV transfer printing for acrylic (PMMA) and polycarbonate (PC) graphic overlays. We provide end-to-end support from effect development to stable mass production.
As a professional audio equipment brand in the United States, M-Audio has strict requirements for appearance quality, process precision, functional compatibility, and mass production stability. Spar Panel supplied control panels for its audio equipment line, including a flagship audio decoder MIDI device that required an integrated solution based on UV transfer printed carbon fiber texture on a 1.0 mm PC substrate, together with high-precision front and back screen printing and CNC precision forming.
This project addressed the customer’s need to achieve a premium carbon fiber appearance while controlling cost, delivering an effect comparable to native carbon fiber sheet at a significantly more economical price point.
Core Project Challenges
Spar Panel Solution
Project Results
Using this integrated UV transfer printing solution, we resolved the trade-off between high-fidelity carbon fiber texture and cost control. The finished texture reached 99% similarity to native carbon fiber sheet while reducing panel BOM cost versus the native material solution.
All process indicators met customer requirements, and the mass production yield remained stably above 98.9%, supporting long-term batch delivery.
The finished product passed appearance, performance, and reliability audits by M-Audio’s US headquarters R&D and quality control teams, further strengthening Spar Panel’s role as a long-term qualified supplier for the brand’s professional audio control panel category and supporting continued customized panel solutions for its product line.
When developing a new texture, the spacing between texture lines should be kept above 0.01 mm to help maintain clear structure replication in mass production. New textures should always be confirmed by physical proofing, since their real visual effect cannot be judged accurately on screen alone. In addition, customers should allow extra mold development time, as proofing for new textures is typically 3–7 days longer than proofing based on existing texture templates.
Please provide high-definition vector drawings with closed, gap-free lines in formats such as PDF or CDR. For more complex effect requirements, early communication with our engineering team is strongly recommended. Texture areas, alignment references, and tolerance requirements should be marked clearly on the drawings to reduce positioning errors during production.
We recommend confirming the process route early in the project. Surface UV transfer printing is suitable for fast and cost-effective proofing, while IMD in-mold transfer printing is better for parts that require more durable encapsulated texture protection. If you are not sure which route fits your project, send us the drawings and we can review the feasibility for you.
Q1: In what scenarios should UV Transfer Printing be the first choice?
A: UV transfer printing is a strong option when your project requires three-dimensional tactile texture, premium visual finish, or optical effects that standard screen printing or spray coating cannot achieve. It is especially useful for fast proofing, design revisions with short lead times, premium customized versions, and products that need exclusive texture effects in selected areas.
Q2: Which substrates and surface conditions are best suited for UV Transfer Printing?
A: The process is best suited to rigid, non-porous, and relatively flat substrates such as PMMA, PC, and PET. These materials usually provide the most stable transfer boundaries and adhesion results.
Q3: Can UV Transfer Printing be combined with color printing?
A: Yes. UV transfer printing can be combined with UV color printing, screen printing, electroplating, and other processes. In practice, we often build the base texture first and then add color, gloss, or metallic effects on top of it.
Q4: What is the minimum texture precision achievable with UV Transfer Printing?
If you have customized production needs for UV transfer printed textures on acrylic or polycarbonate graphic overlays, please feel free to contact us and submit your design drawings. We will provide a one-to-one process feasibility review and detailed quotation service.







